Hoe werkt de lasermarkering?
Laser is de afkorting voor "Light Amplification by Stimulated Emission of Radiation", in het Nederlands “Lichtversterking door gestimuleerde stralingsemissie”. Om de werkwijze te begrijpen, moet men eerst de opbouw van een laser bekijken.
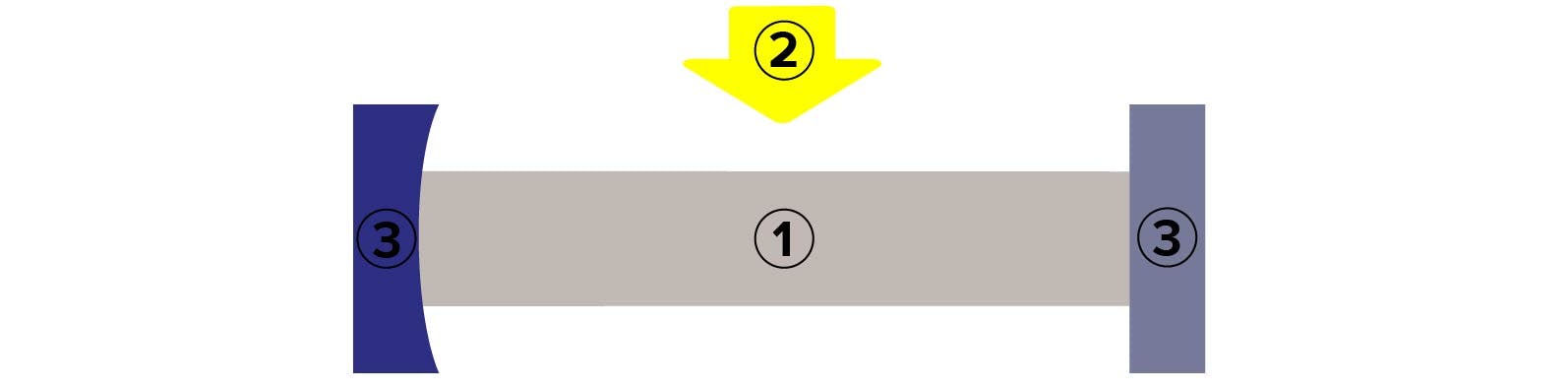
In principe bestaan lasers uit drie componenten: het lasermedium (vast, vloeibaar, gasvormig), een pompbron en de resonator.
- Lasermedium: dit dient voor het genereren van het (laser-)licht door gestimuleerde emissie.
- Pompbron: stimuleert het laseractieve medium, er wordt een bezettingsinversie in het lasermedium gegenereerd.
- Resonator: bestaat in principe uit 2 spiegels, waartussen de lichtdeeltjes (fotonen) gereflecteerd worden.
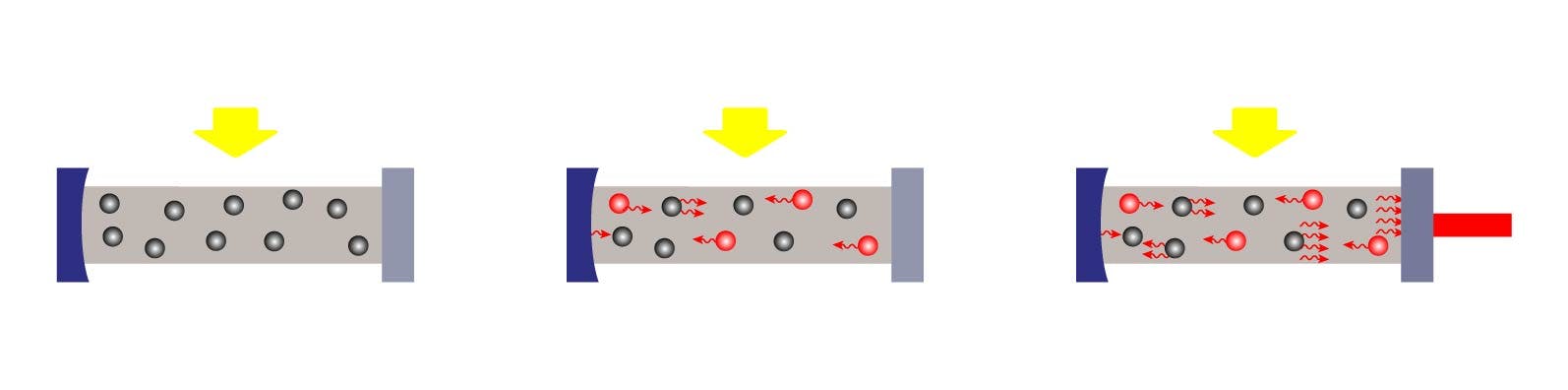
Door de toegevoerde energie van de pompbron worden elektronen in een hoger energieniveau gebracht (optisch pompen). Door spontane emissie worden lichtdeeltjes (fotonen) uitgezonden, die tussen de twee resonatorspiegels heen en weer gereflecteerd worden. Deze genereren bij iedere nieuwe doorgang door het lasermedium steeds verdere fotonen (gestimuleerde emissie). Dit proces hoopt zich lawineachtig op, zodat als gevolg een geconcentreerde lichtstraal ontstaat. Eén van de spiegels is deels doorzichtig en laat de lichtstraal naar buiten komen – de eigenlijke laserstraal.
Als de laserstraal een oppervlak raakt, ontstaan er materiaalveranderingen. Daarbij wordt verschil gemaakt tussen materiaalveranderingen op het oppervlak, onder het oppervlak en of een verwijdering van de coating (bijv. inkt) van het oppervlak. Deze zijn afgestemd op het lasermarkeringsproces, dat in doorslaggevende mate van het type van het te graveren materiaal afhangt.